

分四大模块:外部硬件滤波模块选型安装、本体模拟量 AI 硬件滤波参数、数字 DI 脉冲输入滤波、整机 EMC 系统滤波组态,覆盖 FC51/FC302/FC360 主流机型,适配焊机大功率变压器、接触器强电磁干扰环境。
一、外部独立硬件滤波模块(源头抑制干扰,硬件级滤波)
1. 输入侧 RFI EMC 射频滤波器(电源进线)
作用:吸收电网接触器、焊机变压器通断产生的高频共模干扰,避免干扰窜入控制回路、模拟量信号。
选型:匹配变频器功率段MCC107 标准 RFI 滤波器,FC51/FC302 全系配套;
安装规范:
滤波器紧贴变频器金属底板安装,撕掉接触面油漆,大面积高频接地;
滤波器→变频器进线电缆≤20cm,越短干扰耦合越少;
滤波器 PE、变频器 PE、设备机架共接等电位接地铜排,地线扁平编织带,禁止单股细线;
接线:三相 L1/L2/L3 先进滤波器输入,滤波器输出再接变频器主回路端子。
2. 输出侧 dU/dt/ 正弦滤波器(电机动力线)
焊机现场电机电缆长、强辐射干扰,电机陡沿脉冲会耦合到 4-20mA 模拟量信号线造成数值跳变:
电缆>10m 必须加装dU/dt 滤波器;>30m 加装正弦波滤波器;
滤波器进出线全部使用屏蔽电机电缆,屏蔽层两端 360° 金属夹接地;
滤波器与变频器之间动力线独立线槽,和模拟量信号线间距≥30cm,交叉垂直 90°。
3. 信号回路外置硬件滤波(模拟量 AI 专用)
针对焊机 4-20mA 焊接电流、油压、温度模拟量:
模拟量前端加装无源 RC 滤波端子(100Ω 电阻 + 0.1μF 电容);
强干扰工况加装4-20mA 信号隔离栅,切断地环路漂移;
信号线穿过铁氧体磁环 2~3 圈,抑制高频毛刺。
二、变频器本体模拟量 AI 硬件滤波参数组态(核心软件硬件滤波)
丹佛斯所有模拟输入端子内置一阶 PT1 低通硬件滤波,通过参数设置滤波时间常数,焊机推荐 200~500ms,数值越大滤波越强、响应越慢。
1. FC302/FC360 主流机型标准 AI 滤波参数
端子 53(电压 AI)、端子 60(电流 4-20mA AI)
表格
| 参数号 | 参数名称 | 功能 | 焊接机推荐设置 |
|---|---|---|---|
| 6-00 | 模拟输入 53 滤波时间常数 | 端子 53 硬件低通滤波,0.001~10s | 0.3s(300ms) |
| 6-16 | 模拟输入 60 滤波时间常数 | 端子 60 4-20mA 电流信号滤波 | 0.4s(400ms) |
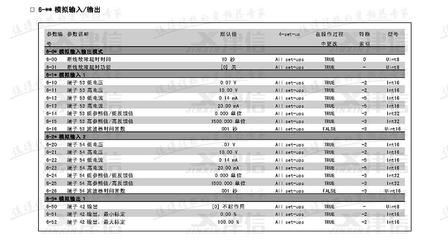
FC302模拟量参数组6
设置路径(面板 / FC 软件 MCT10):菜单→参数组 6(模拟输入输出)→6-00/6-16 修改时间常数
普通温度缓慢信号:0.5~1.0s
焊接电流、动态压力:0.2~0.3s(兼顾滤波与响应)
干扰极强、数值大幅跳变:最高设 10s
2. 扩展选件 X48 传感器模块(PT100 / 外置 AI)滤波
加装 X48 温度 / 模拟量选件时独立硬件滤波:参数组 35(传感器输入选件)
35-46 X48 端子 2 滤波时间常数:0.001~10s,焊机设 0.3~0.5s
3. 模拟量辅助硬件组态配套设置(减少杂波)
6-01/6-17 信号模式:4-20mA 信号强制选电流模式,关闭电压检测;
闲置 AI 端子处理:未使用 53/60 端子短接 0V,避免悬空引入串扰;
参数 6-02/6-18 活零检测:启用 4mA 断线报警,同时抑制零点漂移干扰。
三、数字输入 DI、脉冲编码器硬件滤波组态(焊机限位、脉冲反馈防抖)
1. 普通数字 DI 端子滤波(急停、到位限位、油压开关)
FC302 参数组 5(数字输入输出),所有 DI 内置硬件采样滤波:
5-00 端子 18 滤波、5-02 端子 19、5-04 端子 27、5-06 端子 29、5-08 端子 33范围:1~1000ms,焊机限位推荐 100~200ms,滤除接触器通断瞬时毛刺作用:外部接近开关、机械触点抖动、电磁干扰瞬时通断会被硬件滤波屏蔽,不会误触发启停。
2. 编码器脉冲高速输入专用硬件滤波(端子 29 脉冲通道)
参数 5-54 脉冲滤波时间常数:1~1000ms焊机速度反馈干扰大,设置 100~300ms,抑制脉冲丢失、速度震荡跳变。
四、整机控制回路、载波 EMC 硬件滤波组态(降低变频器自身干扰发射)
1. 开关载波频率优化(减少对外辐射干扰)
参数 14-01 开关频率:
出厂默认 8kHz,焊接强干扰现场调低至2kHz/4kHz;
载波越低,IGBT 高频辐射越小,大幅降低对模拟量信号线耦合干扰。
2. 输出滤波匹配参数(搭配外置 dU/dt 滤波器)
加装外部输出滤波器后必须组态匹配参数,实现内部硬件滤波联动:
14-56 输出滤波电容、14-57 输出滤波电感,按滤波器铭牌参数填入,变频器内部自动叠加硬件滤波算法
3. EMC 接地与屏蔽系统硬件组态逻辑
参数 14-50 EMC 模式:选择 C3 工业重载模式(工厂焊机、大功率设备专用,内置更强共模滤波);
24V 控制电源与主回路电源分开供电,控制电源前端加小型 EMI 滤波电源;
变频器内部控制地与功率地单点共地,禁止多点接地形成地环路。
五、MCT10 调试软件组态滤波完整步骤(电脑批量设置)
电脑连接变频器,MCT10 读取整机参数;
进入参数组 6 模拟 IO:修改 6-00、6-16 滤波时间;
进入参数组 5 数字 IO:批量设置所有 DI 端子滤波 100ms;
参数 14 组:降低开关频率、开启 C3 EMC 模式;
若外接 dU/dt 滤波器,填写 14-56/14-57 滤波元件参数;
下载参数至变频器,断电重启生效;
在线监控模拟量数值,若仍跳变,逐级加大滤波时间常数。
六、钢筋焊接机现场分级滤波搭配方案(落地实操)
方案 A 轻度干扰(小型焊机、距离控制柜近)
输入标配 RFI 滤波器;
AI 端子滤波 0.2s,DI 滤波 100ms;
载波 4kHz,屏蔽模拟线单端接地。
方案 B 重度干扰(大功率闪光对焊机、变压器紧邻控制柜)
进线 RFI + 输出 dU/dt 双硬件滤波;
模拟量 4-20mA 加隔离栅 + RC 端子滤波;
AI 滤波 0.4~0.5s,DI 滤波 200ms;
载波 2kHz,强弱电分线槽,电机屏蔽线两端接地;
所有控制信号线加装铁氧体磁环。
七、常见干扰故障对应滤波整改
4-20mA 焊接电流数值无规律跳变几十单位加大 6-16 滤波至 0.4s,加装信号隔离栅,检查模拟线屏蔽单端接地;
电机运行时限位 DI 误触发、设备自行启停DI 端子滤波参数调至 200ms,动力线与信号线分开走线;
变频器启动瞬间模拟量直接冲顶 / 归零降低 14-01 载波频率至 2kHz,进线加装 RFI 滤波器;
编码器速度反馈震荡、PID 速度波动大参数 5-54 脉冲滤波设 200ms,电机电缆加装 dU/dt 滤波器。
